


Yem peletleme makinesinin granülasyon işlemi sırasında, genellikle "çiçek yemi" olarak bilinen, tek tek yem peletleri veya farklı renkteki tek tek yem peletleri oluşur. Bu durum, özellikle su ürünleri yemi üretiminde yaygındır ve esas olarak halka kalıptan çıkan tek tek parçacıkların renginin diğer normal parçacıklardan daha koyu veya daha açık olması veya tek tek parçacıkların yüzey renginin tutarsız olması şeklinde kendini gösterir ve bu da tüm yem partisinin görünüm kalitesini etkiler.

Bu olayın başlıca nedenleri şunlardır:
a)Yem hammaddelerinin bileşimi çok karmaşık; çok fazla hammadde türü içeriyor, karışım düzensiz ve işleme öncesi tozun nem içeriği tutarsız.
b)Granülasyon için kullanılan ham maddelerin nem içeriği tutarsızdır. Su ürünleri yemi üretim sürecinde, ultra ince öğütme işleminden sonra ham maddelerdeki su kaybını telafi etmek için karıştırıcıya az miktarda su eklemek genellikle gereklidir. Karıştırıldıktan sonra, temperleme için şartlandırıcıya gönderilir. Bazı yem üreticileri, profesyonel gerekliliklere göre detaylı ve yavaş bir ekleme işlemi yapmak yerine, formül için gerekli malzemeleri doğrudan karıştırıcıya koyup yeterli miktarda su ekleyerek aşırı basit bir işlem kullanırlar. Bu nedenle, yem bileşenlerinin su çözünürlüğü açısından dengeli bir dağılımını sağlamakta zorlanırlar. Bu karışık bileşenleri şartlandırma işleminde kullandığımızda, şartlandırıcının verimliliği nedeniyle nem içeriğinin hızlı bir şekilde eşit olarak dağıtılamadığını görürüz. Bu nedenle, buhar etkisi altında işlenmiş yem ürünlerinin olgunluğu farklı bölgelerde büyük ölçüde değişir ve granülasyondan sonra renk hiyerarşisi yeterince net olmaz.
c)Granülasyon haznesinde tekrarlanan granülasyona tabi tutulan geri dönüştürülmüş malzemeler bulunmaktadır. Granülasyondan sonra elde edilen granül malzeme, ancak soğutulup elendikten sonra nihai ürüne dönüştürülebilir. Elenmiş ince toz veya küçük parçacıklı malzeme genellikle yeniden granülasyon için üretim sürecine girer, genellikle bir karıştırıcıda veya granülasyon silosunda bekletilir. Bu tür geri dönüşümlü malzemenin yeniden işlenip granüle edilmesi nedeniyle, diğer yardımcı malzemelerle düzensiz bir şekilde karıştırılırsa veya işleme sonrası geri dönüşümlü makine küçük parçacıklı malzemelerle karıştırılırsa, bazı yem formüllerinde bazen "çiçek benzeri malzeme" oluşabilir.
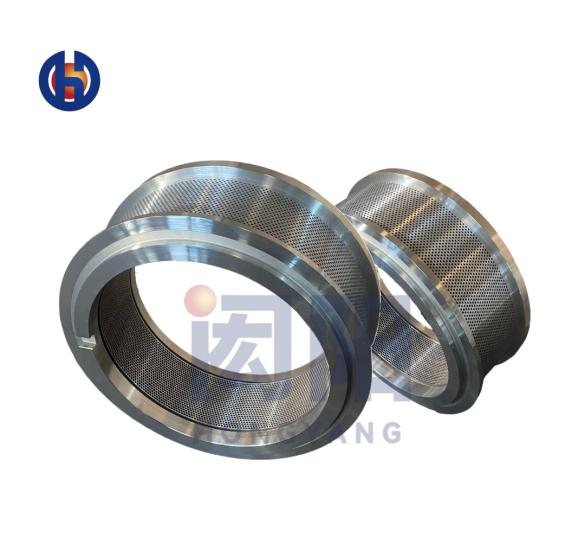
d)Halka kalıp açıklığının iç duvarının düzgünlüğü tutarsızdır. Kalıp deliğinin yüzey işlemesinin tutarsız olması nedeniyle, ekstrüzyon sırasında nesnenin maruz kaldığı direnç ve ekstrüzyon basıncı farklıdır ve bu da tutarsız renk değişimlerine yol açar. Ayrıca, bazı halka kalıpların küçük delik duvarlarında çapaklar bulunur; bu çapaklar ekstrüzyon sırasında parçacıkların yüzeyini çizebilir ve tek tek parçacıklar için farklı yüzey renklerine neden olabilir.
Yukarıda listelenen "çiçeksi malzeme" oluşumuna neden olan dört etken için iyileştirme yöntemleri zaten oldukça açık; başlıca amaçlar formüldeki her bir bileşenin karıştırma homojenliğini ve eklenen suyun karıştırma homojenliğini kontrol etmektir; sertleştirme ve temperleme performansını iyileştirmek renk değişimlerini azaltabilir; geri dönüş makinesi malzemesini kontrol etmek. "Çiçeksi malzeme" oluşumuna yatkın formüller için, geri dönüş makinesi malzemesini doğrudan granüle etmemeye çalışın. Geri dönüş makinesi malzemesi ham madde ile karıştırılmalı ve tekrar öğütülmelidir; kalıp deliklerinin düzgünlüğünü kontrol etmek için yüksek kaliteli halka kalıplar kullanın ve gerekirse kullanımdan önce halka kalıp deliklerini taşlayın.
60-120 saniyeye kadar soğutma süresi ve 100 ℃'nin üzerinde soğutma sıcaklığı ile iki katmanlı çift eksenli diferansiyel şartlandırıcı ve iki katmanlı genişletilmiş ceketli şartlandırıcı yapılandırılması önerilir. Soğutma homojendir ve performans mükemmeldir. Çok noktalı hava girişinin kullanılması, malzemenin ve buharın kesit alanını büyük ölçüde artırarak malzemenin olgunlaşmasını ve soğutma ve temperleme etkisini iyileştirir; Dijital gösterge paneli ve sıcaklık sensörü, şartlandırma sıcaklığını görüntüleyerek kullanıcıların her zaman kontrol etmesini kolaylaştırır.
Teknik Destek İletişim Bilgileri:
WhatsApp: +8618912316448
E-posta:hongyangringdie@outlook.com
Yayın tarihi: 26 Temmuz 2023








